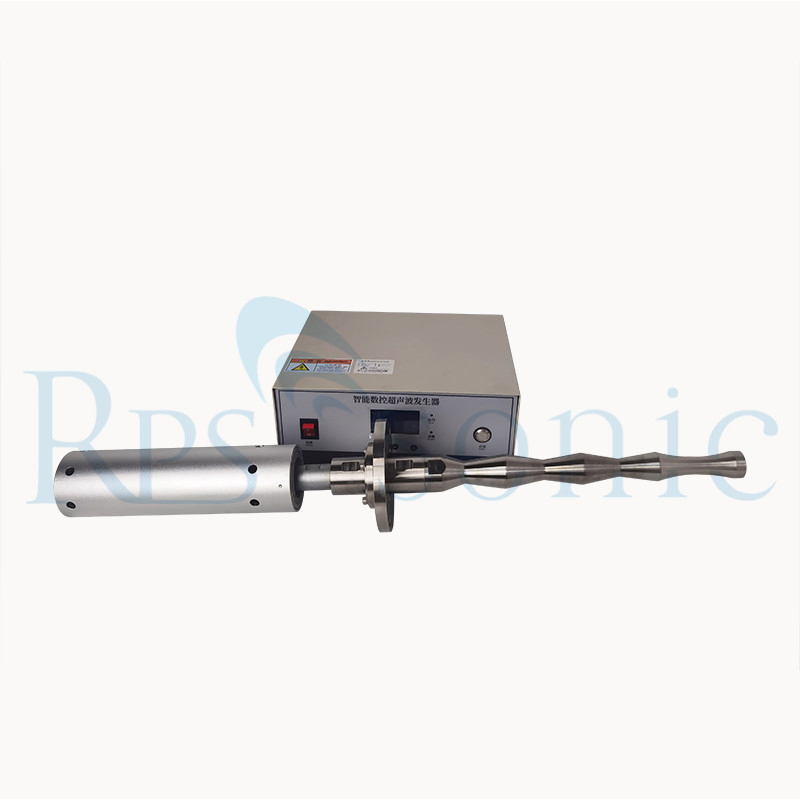
This industry-standard ultrasonic sonochemistry system is designed for advanced virus research and diverse industrial applications. By utilizing high-energy cavitation, it achieves superior particle size reduction and highly stable dispersions.
Key Applications:
- ✓ Nanoparticle, nanotube, and Graphene dispersion
- ✓ Cell lysing and disruption
- ✓ ChIP assay and homogenization
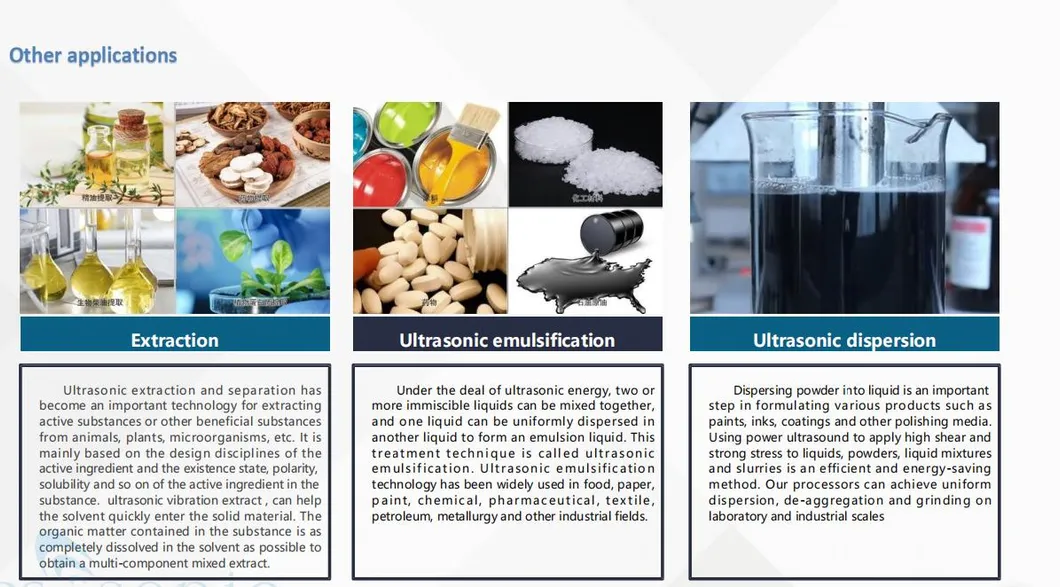
- ✓ Ultrasound-assisted extraction (e.g., Stevia rebaudiana glycosides)
Advanced Preparation of Nanoscale Devices
- ★ Uniformity: Achieves strong dispersion and crystal type control with high yield.
- ★ Efficiency: Reduced energy consumption compared to conventional mixing techniques.
- ★ Stability: Probe sonication creates stable dispersions that remain in suspension for months, significantly outperforming cleaner baths.

Frequently Asked Questions (FAQ)
Q: What is the main advantage of probe sonication over ultrasonic baths?
A: Probe sonication is significantly more powerful. It can achieve in minutes what a bath takes hours to do, creating much more stable and homogeneous dispersions.
Q: Can the equipment be used for high-temperature reactions?
A: Yes, the reactor is designed to handle temperatures up to 300 °C, and an optional circulating bath can control temperatures between -40°C and 200°C.
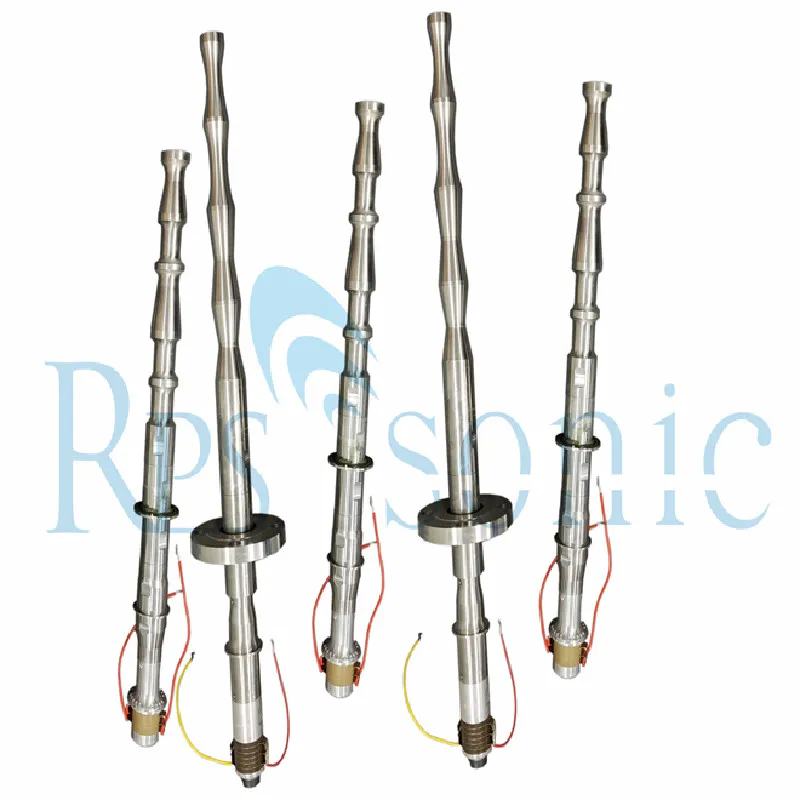
Q: What materials are used for the ultrasonic horn?
A: The horn is made from high-grade Titanium alloy, ensuring durability and excellent acoustic transmission.
Q: Is it possible to store experimental settings for future use?
A: Yes, the system features a TFT screen that allows you to store and quickly call up to 20 different sets of experimental conditions.
Q: How does the system ensure safety during experiments?
A: It includes password protection, over-temperature protection, delay protection, and independent audible/visual fault alarm systems.
Q: Can this system be integrated into an automated production line?
A: Yes, with the optional RS232 communication interface, it can be connected to a PC or PLC for remote operation and automation.